MRP, also known as Material Requirement Planning, is a business planning tool used by organizations to manage production planning, inventory control, and scheduling. It ensures timely availability of material, optimum utilization of resources, planning for manufacturing, and procurement functions.
To be precise, an MRP system emphasizes three major functions, namely:
- It ensures there is no inventory stock-out for the manufacturing of products
- Waste is reduced by maintaining the lowest possible inventory levels
- It plans for purchasing, delivery, and manufacturing functions.
When we talk about Material Requirement Planning, it came into existence about six decades ago in the 1960s to encourage lean manufacturing and increase ROI. At present, Material Requirement Planning is a subset of an ERP solution and is a vital component in the supply chain. It’s a module or functionality incorporated within an ERP solution to seamlessly ensure a favorable production plan for complex as well as simple business processes. MRP is a set of techniques that uses bill of material data, inventory data, and the master production schedule to calculate requirements for materials.
Why choose ERP over MRP?
Enterprise Resource Planning solution
The internet is flooded with a variety of content about the benefits of ERP and how ERP helps the manufacturing industry perform better by improving workforce productivity, collaboration, and innovation. An Enterprise Resource Planning system is a comprehensive solution, often known as the bedrock of the organization which manages multiple departments cohesively. An ERP is a framework for planning all of the resources in a business, from strategic planning through execution. The solution addresses the concerns of industries all over the globe and is recommended for every business.
Drawbacks of a stand-alone MRP system
A wheel is to a truck as MRP is to an ERP. A wheel is just a subcomponent that drives the mechanism of the truck. Similarly, MRP includes the computational logic necessary to add more value to an ERP system and helps MRP-driven companies take greater strides.
Let us take a look at some of the challenges faced with a standalone Material Requirement Planning system:
- A stand-alone MRP system does not support other associated applications (inventory control, planning and scheduling, customer service, purchasing, and the like).
- Planning material requirements are precisely what MRP does, and MRP is limited to this only.
- MRP was developed to meet the needs of a manufacturing environment that differs vastly from today’s world.
- A stand-alone Material Requirements Planning (MRP) system is antiquated and obsolete.
How can ERP help you overcome these challenges?
- One solution for all the business operations– The number of ERP users is growing strongly. The ERP market is likely to reach $41.69 billion by 2020. ERP allows you to seamlessly track the workflow while optimizing the resources to the fullest. It not only facilitates better decision-making but also improves speed and efficiency while performing functions. Every business operation – sales, distribution, purchasing, accounting, finance, inventory, production, supply chain planning, quality control, administration, reporting, MRP, etc. is well managed in an ERP.
- Increased innovation– In this modern world, cloud technology is leading the market. Customers are extensively leveraging Artificial Intelligence, Business Intelligence, Internet of Things, Power BI, collaboration tools, and mobile applications. If you invest in a cloud ERP solution that encompasses all of these standard innovative functions, it will undoubtedly automate processes such as data collection, remote working, and more. MRP does not support a bunch of functionalities as ERP does. Therefore, it is better to go with an ERP system.
- Bring an equilibrium between market demand and supply– Modern ERP systems are flexible and less complicated. They let you manage everything from purchase orders, inventory, sales, account receivables, and more. An ERP system helps plan and control various aspects of an extended enterprise.
- Tracking becomes less complicated– When we talk about MRP, does not help much with business operations. On the other hand, ERP embraces a wide variety of functionalities for carrying out almost every operation in an organization. Details of every department can be visible in a single database for improved decision-making and easy tracking of records.
- Less IT maintenance and investment– Multiple software solutions demand multiple vendors and the integration of different systems. In the hustle and bustle of so many business functions, it is a tough task to manage multiple vendors, software solutions, IT personnel, and IT expenses. One of the biggest challenges for enterprise IT architects is to link disparate systems to eliminate duplication and encourage interaction and data sharing.
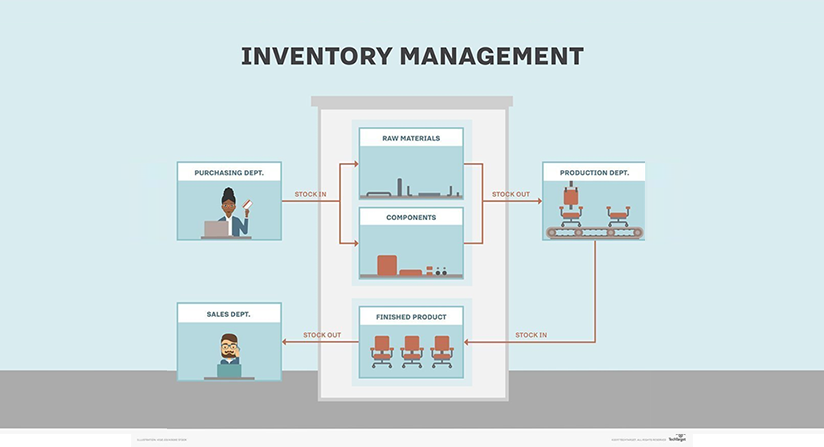
- Streamlined inventory– Inventory is the staple of the manufacturing and distribution industries. With a versatile ERP, inbound and outbound inventory, inventory transfers, label printing, barcoding, and other tasks are performed with just a few mouse clicks.
Wrap Up
In this blog, we’ve discussed what MRP is, the limitations of using MRP instead of ERP, how ERP can add value to your business, and its benefits. ERP adapts to new technologies, evolving management techniques and theories, and it changes the way things are made and delivered to customers. It makes business sense to invest in an ERP solution that offers all of the functionality instead of looking for specific tools. OptiProERP is a reliable and trusted manufacturing ERP solution that consolidates the functions of each department in one solution and encourages automation with streamlined business functions. To learn more, you can reach us at optiproinfo@optiproerp.com
Follow Us