

The possibilities are endless with digital transformation, limited only by an ability to think about your business – what you do, how you do it, how you could do it better, quicker or smarter.
In our blog, “What is Intelligent ERP?”, we looked at the enablers of digital business: cloud, mobile technologies, analytics, the internet of things (IoT), big data, and machine learning, all leading to smart factories.
Let’s look at an example that uses all of these elements, showing what intelligent ERP can do.
Examples of What Intelligent ERP Can Do
Imagine you have 50 different products, all made on various machines, of which you have 12. Some of those products can be made on several different machines, and you have 10 employees who theoretically can work on any of those machines and make any of the products. You are aware that throughput in the plant is inconsistent, and you want to know why and how you can fix it.
There are very many factors which can affect that throughput:
- Machines:
- Are some machines older and slower when making a particular product?
- Within the time-period you are analyzing, how much downtime was there for each machine? Was there some planned maintenance during that time?
- What is the ratio of setup time to operating time for each machine for each product?
- Are dies getting tired, leading to quality issues?
- Materials:
- Are materials arriving from suppliers on time?
- Is the warehouse staging those materials for production in a timely manner?
- Are finished goods being moved to the warehouse consistently?
- Is scrap being cleared regularly to make an efficient workplace?
- Employees:
- Do some employees have a preference for working on particular machines?
- Is there some training lacking for some employee / machine combinations?
- Do some processes require more movement? Are there some employees who move slower than others, whether by age, fitness or inclination?
- Calendar:
- Is there evidence of “Mondayitis”? Is there a slowdown on Friday afternoons?
- Does the time of year and temperature play a part?
Possibly there are many more influences, as you think about your plant you can probably identify many more. Suffice to say, getting your head around all the combinations of the above is impossible – there are around 128 quadrillion such permutations, without taking into account the materials and calendar elements, and without multiplying by all the time points.
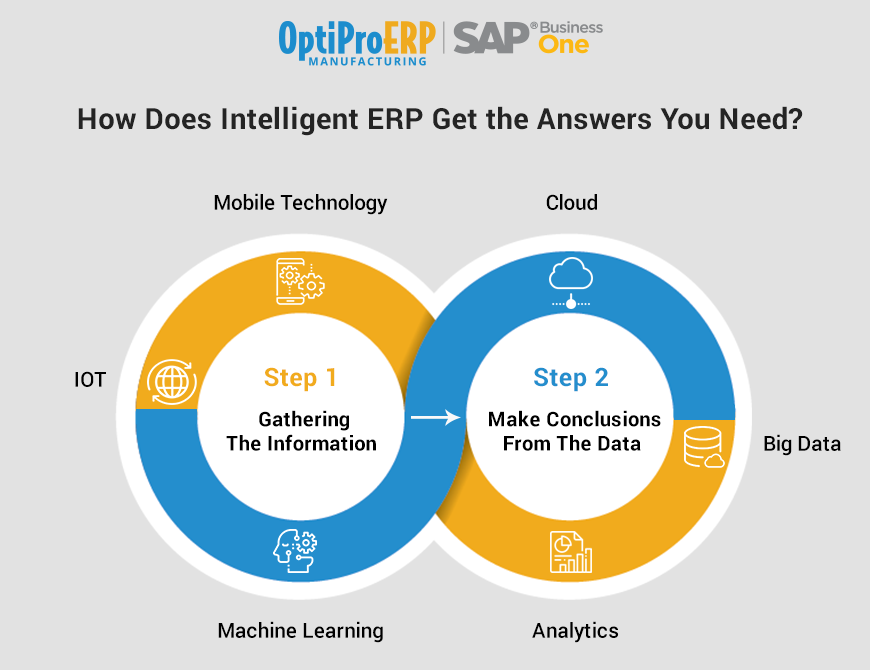
So, How Does Intelligent ERP Get the Answers You Need?
Step 1: Gathering The Information
Step 1 is gathering the data, and that is where the Internet of Things (IIot) comes in. Having employees clock in at the beginning of their shift, and off at the end, tells you nothing about what they did during that shift. An RFID tag on each employee reads their movements as they move between, and even around, machines, as well as through doors. Bar-code data on materials arriving can update the dataset before the purchase receipt has been processed. RFID tags on staging and scrap pallets track their movement around the plant. Count sensors on machines advise on the output on a time-basis. Sensors can also measure up and down time as well as cycle times, and even where problems occur in each machine. Each piece of data gathered has a date/time stamp on it.
All this data collection is highly dependent on a good Mobile Technologies strategy, connecting the “things” to the dataset and your ERP system. And it is almost guaranteed that productivity will improve if the production managers or forepersons are doing their work and receiving alerts on a tablet computer as they walk around the plant instead of sitting at a desktop computer in an office.
Step 2: Make Conclusions From The Data
Step 2 is what to do with the data now that you have gathered it. Basically, all the data that affects throughput is available to you in one form or another, but it isn’t together in one place. What Big Data does is aggregate that data in one giant database. Analytics now takes over, and this is where the Cloud come into play – unless you have very deep pockets and lots of room, it is highly unlikely you can afford to either store or analyse this data in-house.
What analytics does first is look for patterns, using tools like moving averages, standard deviations, distribution histograms and clustering. A degree of machine learning comes in here as the advanced analytics learns what data is significant, prioritizes data collection and performs further analysis. Machine learning really comes into play now, to model the complex processes to quantify the impact of, and optimal ranges for, the identified parameters. The result may lead you to identify additional training needs, to reallocate employees to machines and processes they are better suited to, and much more.
Other Areas Where Digital Transformation Can Help
If you are implementing a Six Sigma program, then this kind of data analysis will give greater insight into how each phase of a DMAIC framework is working, and how the efforts made impact all other areas of manufacturing performance.
Advanced analytics allow for machine learning-enabled predictive maintenance, where advanced analytics can determine the circumstances that tend to lead to machine break-downs by analyzing their historical performance data, and monitor the input parameters so you can intervene before a breakage occurs, or at least be ready to repair or replace when the breakage does occur. McKinsey suggests that predictive maintenance typically reduces machine downtime by 30-50% and increases machine life by 20-40%.McKinsey & Company, Manufacturing: Analytics unleashes productivity and probability, 2017. Source
Similarly, data collected from the supply chain will improve delivery of materials, as well as predicting customer demand.
Quality is another area where advanced analytics can provide crucial information about any fluctuations in the manufacturing process. A geometric 3D scanner communicating with your quality control results screen can send an alert when the number of rejects moves outside the acceptable parameters, so you can stop the machine and address the problem immediately. Machine learning and advanced analytics, together with digital twins, can identify process improvements to reduce quality issues.
The concept of the Digital Twin has been around for a long time. The classic example is where NASA used the precursor for digital twins, mirrored systems, when things went wrong with Apollo 13, running simulations in the mirrored system to work out how to get the astronauts back safely. If you are manufacturing machinery fitted with sensors connected to the IIoT, and you have digital twins of those machines, you can run predictive maintenance for your customers. This has two benefits – drastically improving customer service, and retaining service revenue if that is included in your business model.
As we said at the beginning, the possibilities are endless with digital transformation, limited only by your ability to think about your business – what you do, how you do it, how you could do it better, quicker or smarter.
INS Research’s survey in 2014 identified the main uses of big data analysis for manufacturers:
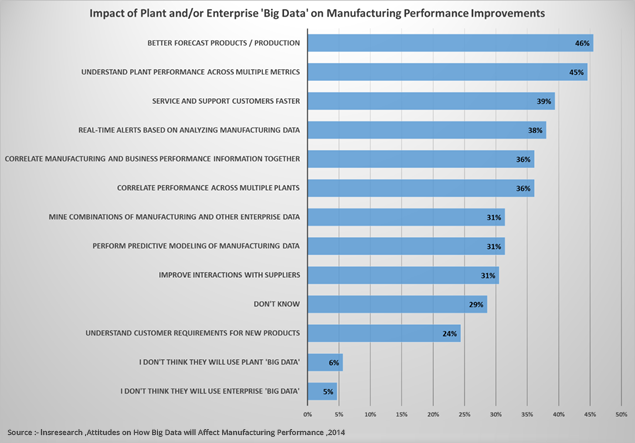
The research said: As the largest overall function of a manufacturing company is to ultimately produce products, it’s not surprising that better production/forecasting was the top response from survey respondents, with nearly half choosing this response. Here Big Data could operate in a myriad of ways, including identifying correlations between customer data, scheduling, and maintenance, which would have the potential to identify hidden patterns that could enable greater operational efficiency, better anticipate order lead times, shorten asset/machine downtimes, and make materials purchasing and WIP decisions more effectively.
Where will digital transformation take your manufacturing business?

Did you learn what you needed to about intelligent ERP? What other questions do you have?
You can chat with us, email us at optiproinfo@optiproerp.com, or find us on social media. In the meantime, here are more resources on Intelligent ERP.
Follow Us










